Дизельные используемые корпусы двигателя EP100 для экскаватора EX300 - 1 водяного охлаждения
Спецификация
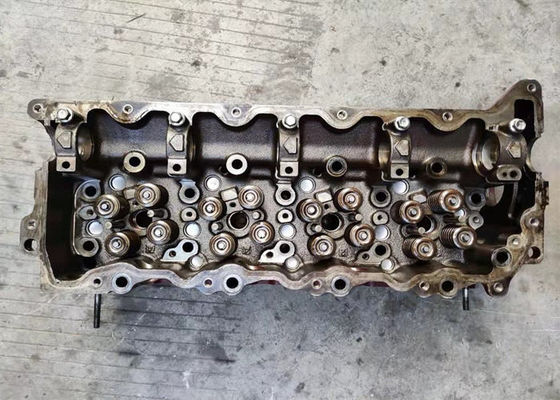
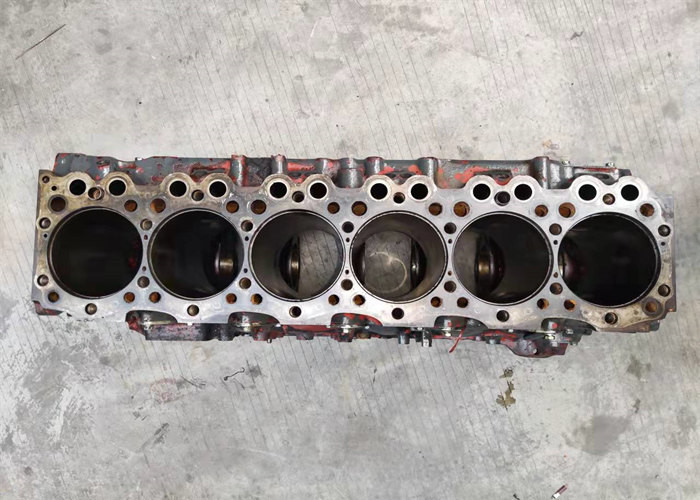
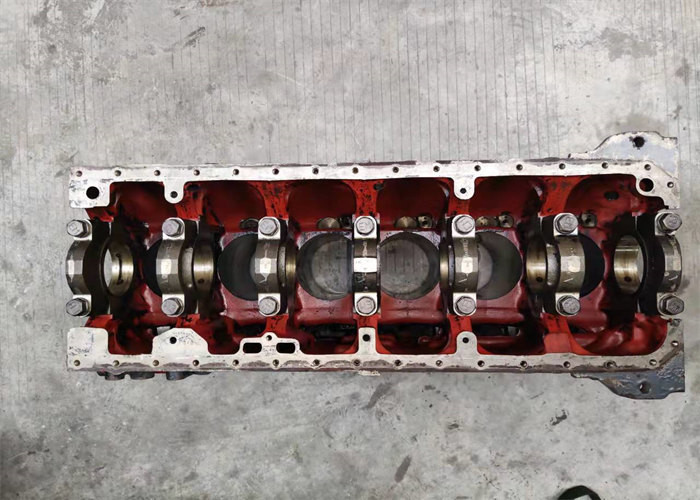
| Имя автомобиля: Цилиндровый блок двигателя |
| Номер модели: EP100 |
| Тип двигателя: Дизельный |
| Применение: Экскаватор |
| клапан: клапан 12 |
| Номер цилиндра: 6 |
| Впрыска: Сразу |
| Форма работы: Turbo |
Описание
Отливка выжимкы
В отличие от процесса HPDC, отлейте завалку в форму в отливке выжимкы делает довольно медленно и в вертикальном движении. Плашка поэтому заполнена без значительных включений газа и компоненты могут нормально быть полно сваренной жарой - обработанной и. Удовлетворительный умирает завалка и избегание включений окиси может быть обеспечено свойственным управлением производственным процессом. Но минимальная толщина стены должна быть немножко выше чем в процессе HPDC.
На практике, метод литья выжимкы главным образом использован для инфильтрата выполняет, например для местной интеграции алюминиевых смесей матрицы как рабочие втулки цилиндра в корпусы двигателя.
Литье в постоянные формы под действием гравитации (GDC)
Постоянный процесс литья прессформы использует постоянную сталь умирает в которую алюминий плавит полит под влиянием силы тяжести. Сравненный к процессу HPDC, сложность брошенного компонента можно увеличить при помощи ядров песка для того чтобы сформировать подрезы и сложные внутренние формы в отливке. Польза водяного охлаждения и фидеров водит к дирекционному затвердеванию и следовательно звучать отливки с низким количеством дефектов можно достигнуть. Завалку можно более в дальнейшем улучшить используя завалку низкого давления или процесс Rotacast®.
Должный к быстрому процессу затвердевания, постоянные отливки прессформы имеют плотную, тонкозернистую структуру с хорошими прочными характеристиками. Вместе с возможностью термической обработки T5 или T6, приводя механические свойства значительно выше чем те которых можно достигнуть с процессом HPDC.
2 варианта постоянного процесса литья прессформы, опрокидывая постоянного процесса прессформы и процесса низкого давления. В опрокидывая процессе, плашка опрокинута к стороне лить отверстия, и после этого медленно двинула назад в вертикальное положение как лить развивает. В процессе низкого давления, расплавьте подвергает к пневматическому давлению в бросая печи и входит в плашку против силы земного притяжения через трубу подъема.
![]()
![]()
![]()