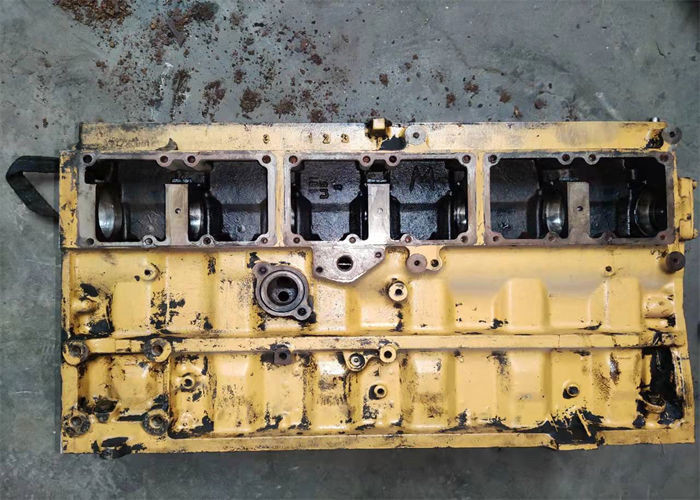

Дизельные используемые корпусы двигателя C7 на водяное охлаждение 221 до 4479 экскаватора E329D
Спецификация
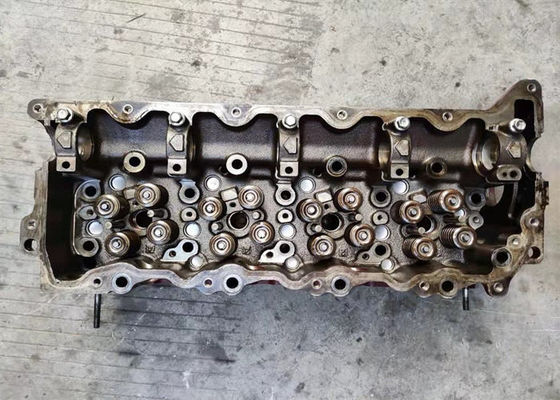
| Имя автомобиля: Цилиндровый блок двигателя |
| Номер модели: C7 |
| Ход цилиндра: 127 |
| Диаметр цилиндра: 110 |
| Применение: Экскаватор |
| клапан: клапан 18 |
| Охлаждать: Водяное охлаждение |
| Впрыска: Электрический |
| Форма работы: Turbo |
Описание
Об отказе
Что-то еще учитывать об отказах что они часто результат слишком много жары. Пропускающие влагу главное набивка, водяная помпа, радиатор или шланг хладоагента могут позволить потере хладоагента которая окончательно причинила двигатель побежать горячее и перегреть. Ограничение вытыхания причиненное частично заткнутым каталитеческим преобразователем (или частичным фильтром на двигателе дизеля) может также делать резервную копию жаре в двигателе. Так важно определить и исключить что-нибудь которое могло причинить двигатель перегреть прежде чем он положен назад в обслуживание – в противном случае ваши ремонты отказа могут быть недолговечны.
Горячие или холодные ремонты
ремонты diesel_repair_1Crack можно сделать холодный (прикалывающ) или горячий (сваривающ и паяющ). Метод использовал будет зависеть от размера отказа и типа бросать (литое железо или алюминий). Главное преимущество делать холодные ремонты отказа что оно не требует никакой жары. Никакая жара не значит никакое дополнительное время необходима для того чтобы подогреть и вывесить крутой отливку, и не представляет никакую опасность сновать или передергивать отливку. Нагревать головку цилиндра или блок причиняет его расширить, который в свою очередь создает термальный стресс в металле который может привести к последующий трескать когда металл охлаждает – особенно если он охлаждает слишком быстро.
С прикалыванием, также меньше заботы об убеждаться металл вокруг отказа совершенно чисто. Любой тип сваривать требует совершенно чистой поверхности которая должна быть свободна загрязняющих елементов как тавот, масло или грязь. Это значит что отливку необходимо пре-очистить прежде чем ее можно сварить. Также, заварка требует молоть вне отказ с точильщиком плашки поэтому новый металл может заполнить свободное пространство и взрыватель к металлу с обеих сторон отказа.
С головами и блоками литого железа, 80 процентов отказов можно обычно ремонтировать с утюгом или стальными штырями или сплющенными штепсельными вилками пока 20 процентов отказов будут требовать заварки печи, брызг пламени сваривая или паяя. С алюминиевыми головами и блоками, как раз противоположность. Около 80 процентов отказов отремонтированы инертным газом вольфрама (TIG) сваривая пока 20 процентов отказов отремонтированы с алюминиевыми штырями или штепсельными вилками.
![]()
![]()
![]()